Passer sa HL045 monopasse
Vous être en train de préparer, ou de vous former en ce moment même à passer une qualification de soudage type HL045, vous êtes au bon endroit. Nous allons voir ensemble en détail tous les gestes, conseils à appliquer lors de sa qualification pour réussir.
Cet article traitera une technique particulière, celle du soudage à la goutte. Il existe d’autres techniques comme la godille mais nous allons nous concentrer sur une seule technique. Plusieurs conseils sont applicables à tous.
La qualification HL045, c’est quoi ?
Avant d’entrer dans le vif du sujet, il est important de comprendre ce que veut dire la norme HL045. On parle d’une norme qui qualifie un soudeur pour le soudage d’un tube dans une position à 45°. Il est obligatoire de réaliser le soudage en position montante. Le faire en descendant est interdit et vous échouerez la qualification, le cas échéant elle se nomme J-L045 (plutôt pour le PIPE)
La norme EN ISO 9606-1 concerne de nombreuses matières et épaisseurs. Pour information, c’est une des normes la plus demandée en France donc vous n’êtes pas là par hasard. Pour ceux qui préfèrent une explication détaillée en vidéo c’est par ici :
Se préparer à la qualification H-L045
L’étape cruciale d’une qualification est le soudage mais il existe un tas de facteurs pré-soudure qui vont déterminer la qualité de vos cordons.
Préparation des tubes
Ne pas négliger la préparation des tubes qui serviront d’éprouvettes pour la qualification. C’est une étape importante dans toute opération de soudure, cela doit être acquis comme un automatisme pour tout soudeur.
Concernant la HL045, tolérance zéro en ce qui concerne l’espace entre les deux tubes (sauf en multipasses). Il faut qu’il n’y ai aucun jeu. De notre côté on utilise un coupe tube mais cela est tout à fait possible chez vous avec une scie à ruban.
La deuxième étape de la préparation des tubes consiste à venir créer un léger chanfrein. On va aller chercher un ébavurage forcé. Attention à ce que votre chanfrein ne soit ni trop creusé ni pas assez, cela risquerait de faire s’effondrer le tout.
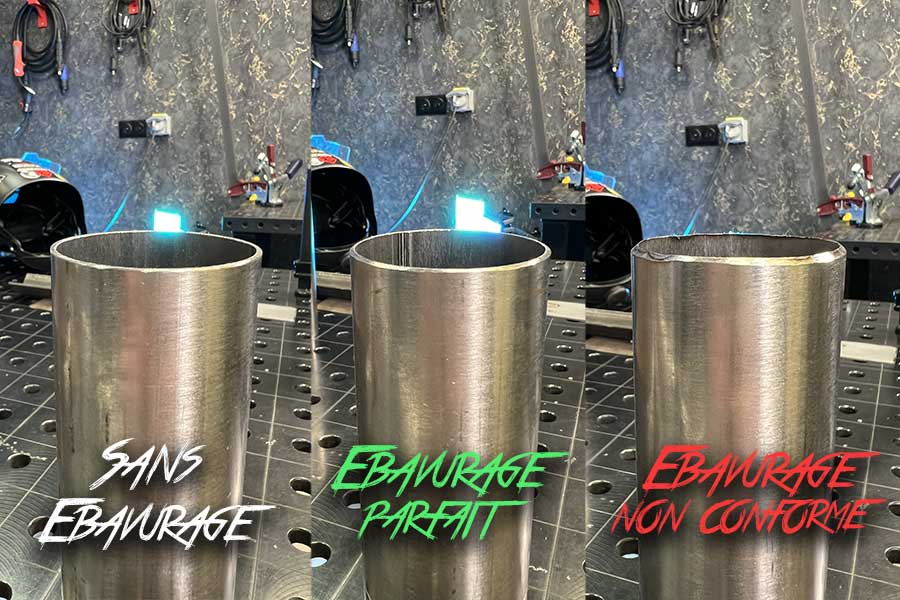
Un élément à ne pas oublier, ébavurer l’intérieur du tube pour une propreté accrue de votre soudure lors du passage à la radio et éviter les corps étrangers. Munissez-vous d’une lime ou d’un ébavureur.
La dernière étape de la préparation va être de nettoyer ses pièces à l’intérieur comme à l’extérieur avec un dégraissant pour éviter toute pollution lors de vos soudures. Une fois réalisé, on passe à la deuxième vérification d’une HL045 réussie.
Vérification du gaz
Une fois votre assemblage prêt sur une potence, il va falloir venir inerter votre pièce. Cela a pour but de chasser les agents oxydants de la pièce. On va utiliser dans la plus grande majorité des cas un gaz argon et parfois un gaz azote.
Comment vérifier que mon inertage est bien en place ?
2 outils indispensables que vous trouverez dans chaque atelier, un oxymètre et un briquet.
La première vérification va être la pureté du gaz, on insère l’oxymètre dans la sonde et on vient mesurer si le gaz est pur ou non. Si cette étape est validée, on passe à la vérification du débit de gaz.
Munissez-vous d’un briquet, pas de panique l’argon n’est pas inflammable il ne se passera rien de dangereux. Allumez votre briquet et placer le au-dessus de la sortie du gaz. 3 scénarios possibles :
La flamme s’éteint → trop de gaz
La flamme est statique → pas assez de gaz
La flamme vacille → bon débit de gaz
Trop de gaz va entraîner un phénomène de poussée sur votre soudure, vous n’arriverez pas à finir vos cordons correctement.
Pas assez de gaz est signification d’une température trop élevée, l’intérieur de votre tube va brûler (risque de rochage) donc oxydation.
Pointer ses tubes
Dernière étape avant de passer au soudage de votre pièce, le pointage. Pour cette opération, vous avez le choix de le faire avec ou sans métal d’apport. De notre côté, on préfère avec métal d’apport. On pense bien à venir dégraisser le métal d’apport avant de l’utiliser pour éviter toute contamination de notre soudure.
Faites 3 à 4 points avec une intensité supérieure au soudage. Pas d’ordre, vous pouvez démarrer par le côté de votre choix.
Essayer avant de souder
Une règle importante pour tout passage de qualification, essayer de souder à blanc dans toutes les positions pour vérifier qu’aucune gêne viendra se présenter pendant le soudage de votre pièce.
Place au soudage d’une HL045
Après toute la préparation faite de manière rigoureuse, place au meilleur, la soudure. Si vous choisissez la méthode métal d’apport, bien vérifier que le diamètre soit inférieur à l’épaisseur de votre tube. Prenons comme exemple un tube 50×1,5, je choisis un métal d’apport de 1,2.
Un métal trop gros aura tendance à bomber votre cordon. A l’inverse, si l’épaisseur est trop fine, votre cordon sera creusé. Un cordon non creusé est un facteur de non-conformité instantané.
Pour mon exemple je conseille un pointage à 100 A, sans évanouisseur, sans extinction. Pour le soudage une intensité entre 35/40 ampères.
On va venir souder par quart. Le mouvement obligatoire pour la norme HL045 c’est une montante. Interdit de la faire en descendante. On va commencer par le 1er quart puis le quart à la position inverse à celui que l’on vient de souder pour bien répartir la chaleur et éviter de trop chauffer la pièce. On continue de manière alternée pour les quarts restants.
Attention, bien couper le métal d’apport à chaque arrêt. Cela évite les risques de défauts.
Conseils pour le soudage d’une H-L045
Voici une liste de conseils qui peut vous aider dans votre préparation du passage d’une qualification H-L045 :
- Aucune obligation dans le choix du tungstène, c’est selon les goûts et les couleurs de chacun
- Trouver des points d’appui lors de vos essais, on essaie d’éliminer l’aléa le plus possible.
- Protégez-vous, un casque ventilé est recommandé pour ce genre d’opération, surtout si vous êtes sûr de l’inox ou de l’alu.
- Souder avec une buse à tamis type Lens et non la buse d’origine de votre torche.
- Prendre son temps ce n’est pas une course, vous pouvez faire des arrêts entre vos quarts.
- Reprendre chaque quart par une reprise de 5mm
Formez-vous pour réussir
Vous l’aurez compris, de nombreux paramètres rentrent en compte lors d’une qualification type H-L045. A travers ce guide nous avons vu la méthode à la goutte avec métal d’apport, il est aussi possible pour de le faire par la méthode de la godille. S’entraîner à la maison peut être un bon début mais cette qualification est complexe, il est nécessaire de venir se former dans un centre comme SYSTEM WELD. Nous vous accompagnons au mieux pour vous préparer à vos passages de qualification.
Pour les intéressés, vous pouvez nous contacter.